{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
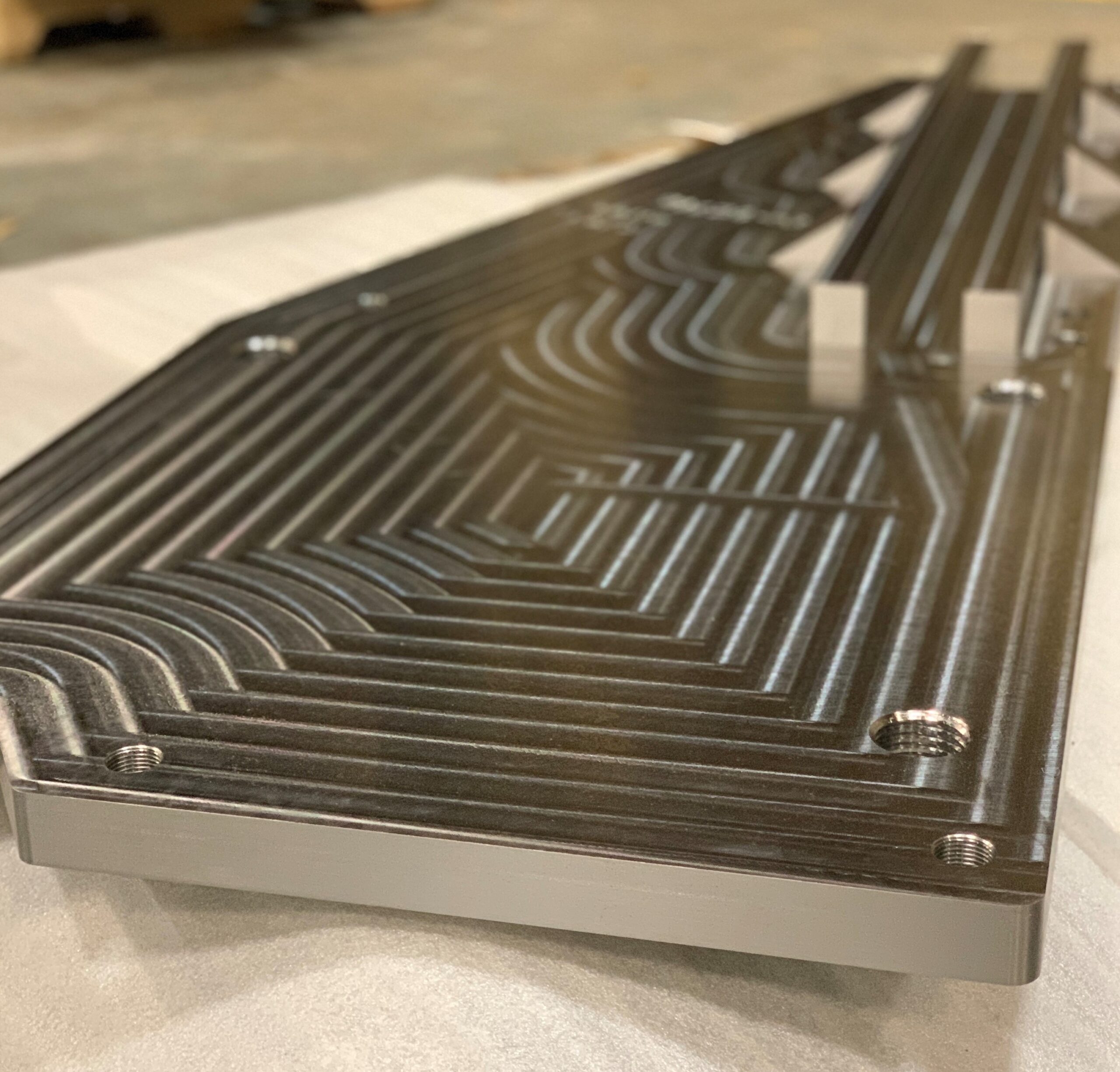
Machined Finish
Standard machined finish will be .125 RMS
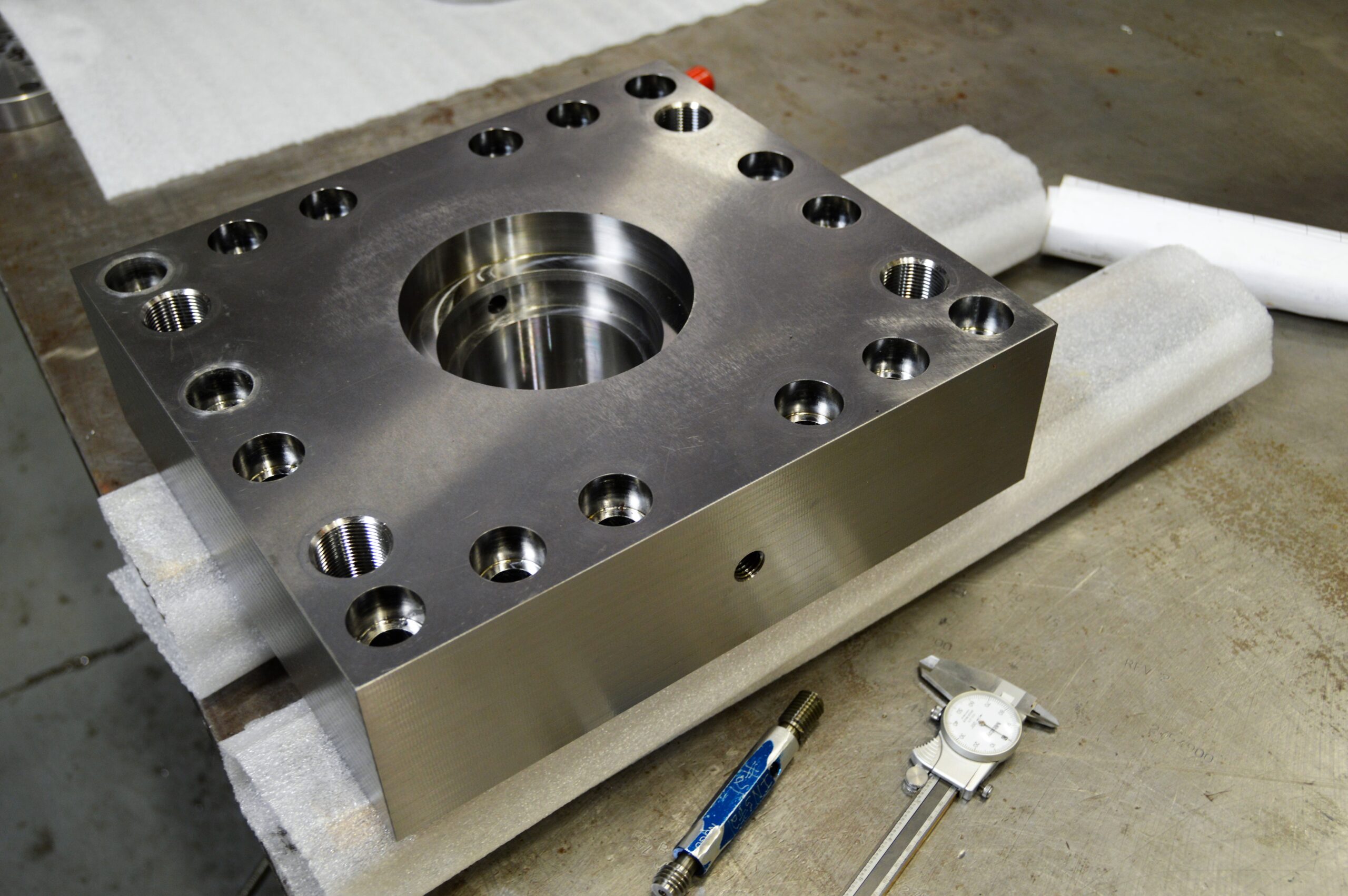
Reamed Holes
Reamed holes will be machined to a Press Fit (PF) of .0005″ to .001″ under specified diameter.
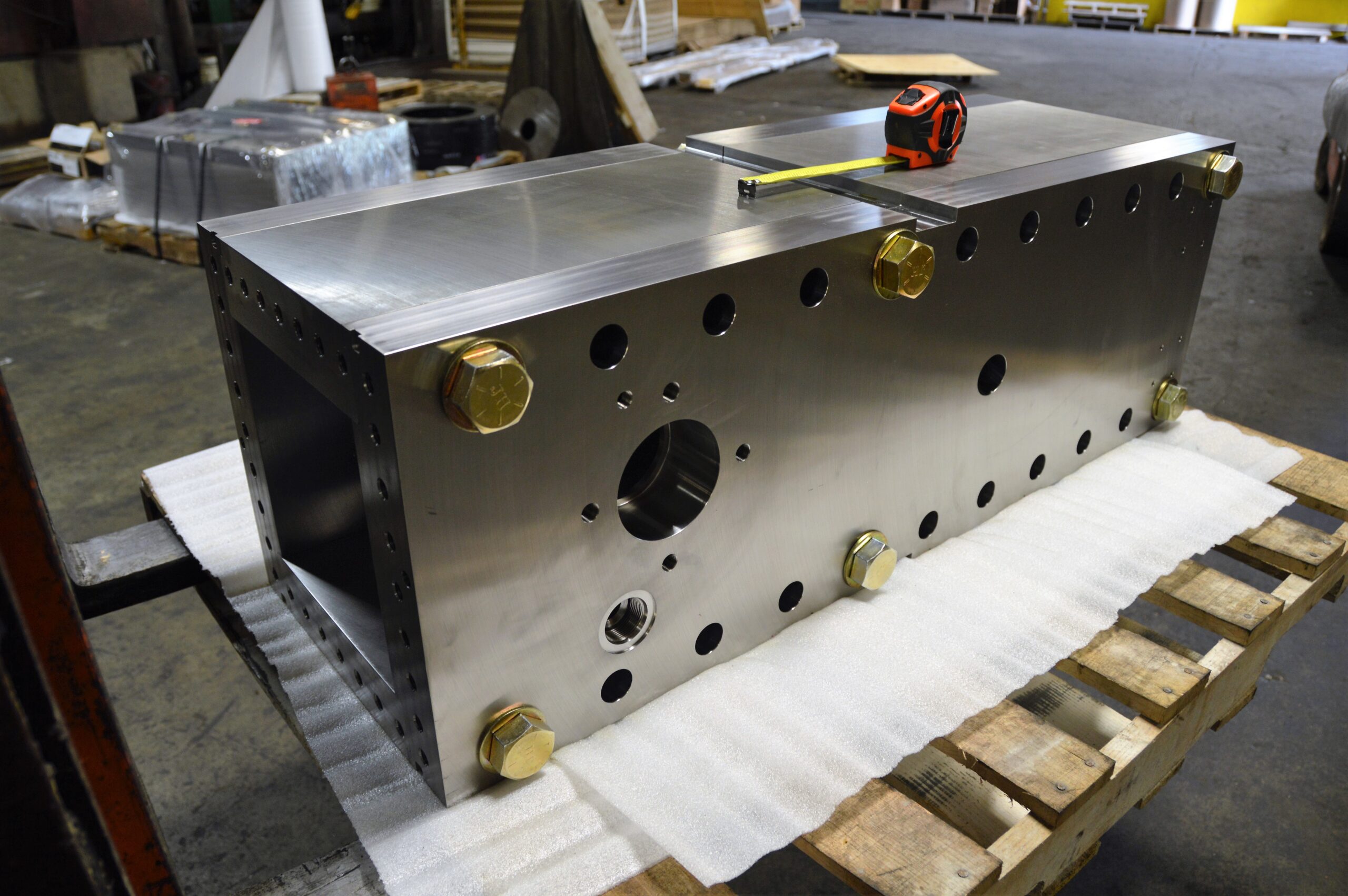
Threaded Holes
- Threaded holes will be chamfered major +1/32″ approximately 90 degrees from machined side
- Full thread depth will be 1.5 x Major diameter
- Minor diameter will be drilled to 65% – 75% thread, depending on material machinability
- Minor diameter will generally be drilled to [(full thread depth) + (tap chamfer length) + .100″] full depth
- Thread fit will be 2B
Counter Bored and Counter Sunk Holes
ANSI standard, as per Machinery Handbook normal fit specifications, will be followed with depth altered to sink application bolt head approximately .015″ below flush
T-Slots
ANSI standard, as per Machinery Handbook normal fit specifications, will be followed.
