Plate Description Variations
2.50” x 24.00” x 36.00”, A36, Flame cut and cleaned, stress relieved, Blanchard ground to 2.250” (+/-0.010”), flat and parallel
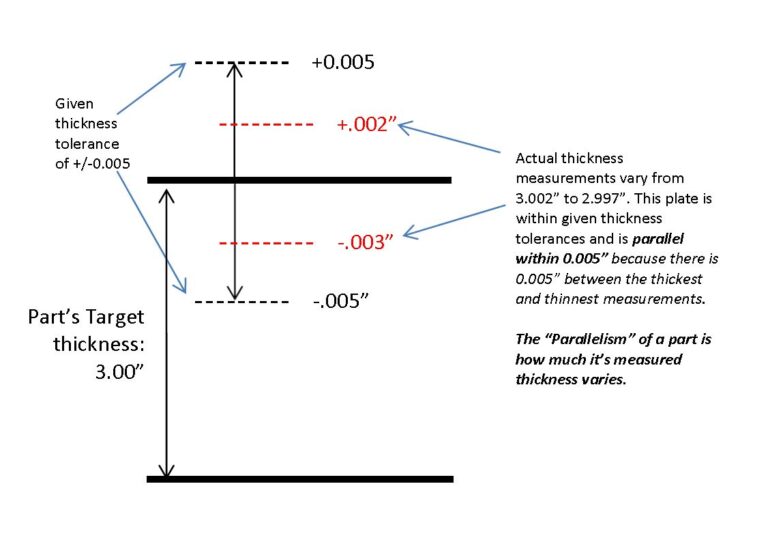
Sometimes the term “flat and parallel” is used in the part description without numerical values. In this case, techniques will be used during the grinding process to improve a part’s flatness and parallelism while obtaining the specified thickness. However, particular flatness and parallelism values are not guaranteed.
2.50” x 24.00” x 36.00”, A36, Flame cut and cleaned, stress relieved, Blanchard ground to 2.250” (+/-0.010”)
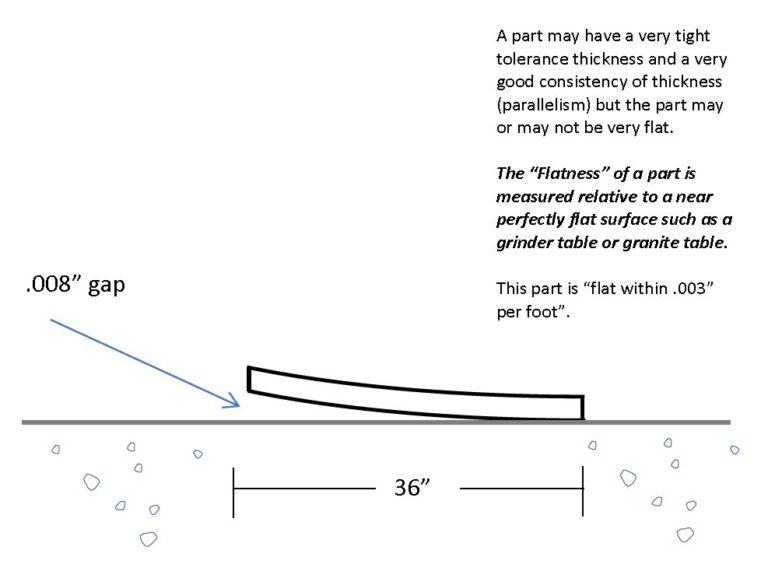
When the part will be bolted or welded to another surface, flatness is not as important to specify. Sometimes there is no mention of flatness and parallelism in a part description. In such cases, techniques to improve the natural flatness of the part may not be used making the part more economical.
